
|
一種工業純钛的鍍金工藝2024-11-01 15:03来源:內江洛伯爾材料科技有限公司作者:研發部
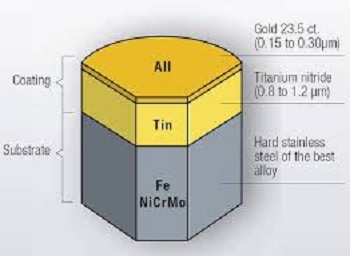 一種工業純钛的鍍金工藝 钛是高度化學性質活潑性的金屬,在有氧的條件下極易鈍化,因此具有優越的抗腐蝕性能。在空氣、海水及許多介質是耐蝕的,不與潮濕的氯、氯化物溶液、硝酸作用,室溫時不與稀硫酸、稀鹽酸作用。钛不僅耐蝕性好,同时比強度高,純钛的拉伸強度爲350~700Mpa。因此廣泛應用于化工、航天、軍工等衆多領域。但是,钛零件容易劃傷,咬死,同时導電性不良,故應用也受到一定限制。因此要對钛外表進行處理,如鍍鎳、鍍鉻等來提高其防腐性能。金鍍層以具有極爲優良的耐蝕外表和優異的防輻射性能,在一定環境下成爲理想的鍍層。钛基鍍覆金屬較一般的鋼鐵件困難,原因是钛與氧有較強的親和力,雖可用溶劑去油汙,經酸蝕除原始氧化皮,但以後必定經水洗,工件接觸空氣,在含氧介質中瞬間又重新形成一層氧化膜,該氧化膜具有很高的化學穩定性,在這層薄膜上難于鍍敷一層結通力合作好的鍍層。目前,國內外關于钛基化學鍍鎳及鍍金有一些報道。但是他們提供的方法工藝流程較爲複雜,工作周期較長,操作難度較高,個別方法未考慮過程中的钛氫脆和鍍層結通力合作的影響。 本文的目的是解決了以前工業純钛鍍金工藝的存在的一些問題,並克服钛上鍍覆金屬結通力合作差的難點,提供了一種在钛上鍍金的工藝,能夠获得結通力合作好的純金鍍層。同時,工藝也可获得良好的中磷鍍鎳層。具體技術方案如下: 1.打磨:用500#SiC砂紙濕法打磨至光亮,水沖洗。 2.除油:室溫下,超聲波丙酮除油15min,水沖洗。 3.堿洗:洗液身分與工藝規範如下NaOH30~50g/LNaCO320~40g/LNa3PO420~40g/L溫度80~90℃時間5~10min堿洗後,用水沖洗。 4.除氧化皮:40wt%HF300~400ml/L60wt%HNO330~50ml/L,时间0.5~1min温度 室温 5.酸蝕:60wt%HNO3150~180ml/L40wt%HF15~25ml/L時間10~30s溫度室溫 6.活化:浸入由下列组分组成的活化溶液中进行活化。NaBF430~50g/LNaNO330~50g/硫酸钛 2~5g/L温度60~80℃时间4~15min活化至钛件外表生成一层灰黑色的膜。 7.化学镀镍:硫酸镍 20~25g/L次亚磷酸钠20~25g/L乳酸,25~35g/L酒石酸1~3g/L苹果酸0.5~1.5g/LpH 4.5~5.0温度80~90,沉积速度,10μm/h若仅需要镀镍层,150℃热风干亢后即可使用,若需要极好的结通力合作,把镀件在400℃真空热处置即可。 8.电镀金亚硫酸金钠(以Au计)5~25g/L柠檬酸钾80~120g/L亚硫酸铵180~250g/LEDTA2~4g/L聚乙二醇1~2g/LpH8~10温度 50~55℃,阳极,Pt/Ti阴极电流密度0.1~0.3mA/cm2时间4hr搅拌方法阴极移动9.异丙醇脱水干亢10.热处置:在200℃下空气循环干亢,4小时获得的金镀层均匀过细,外表光洁,擦拭无粉末零落。经电子探针分析,化学镀镍层的厚度约为10μm,金镀层厚度约为5μm,经对Ni~P镀层进行点分析,其P含量约为7.82wt%,属于典型的中磷镀层(4~11wt%)。金镀层光洁、平整、致密。用10,000倍扫描电镜分析,未见间隙。用钳子把镀后的钛片将先向一边曲折90°,接着向另一边尽也许急速的曲折90°,直到镀件断裂,镀层结通力合作良好。 流程包括打磨、除油、堿洗、除氧化皮、酸蝕、活化、化學鍍鎳、電鍍金、異丙醇脫水、熱處理;每道工序間均用蒸餾水沖洗。其特點是對工業純钛進行除氧化膜,酸蝕,活化分別在特定的溶液中完成,直接進入化學鍍鎳溶液中,進行化學鍍。後马上放進鍍金槽。電鍍4-5小時後,用異丙醇脫水後,200℃下熱風幹燥4小時。获得的鍍層經彎曲折斷試驗,結通力合作良好。鎳層的厚度爲5-20μm,鍍層光亮,P含量爲7-9%(wt)。金鍍層厚度5-10μm,金鍍層外表光潔,平整致密。在10000倍掃描電鏡下,未見间隙。本發明提出的工業純钛鍍金工藝穩定,操作簡單,工作周期短,投資少。 上一篇: 一種提高鎢基鍍金結合強度的方法
下一篇: 一種電鍍黃金的方法和硬質黃金的制備方法
|

